
People often equate industrial automation with factory automation, but process automation falls under the same umbrella and is just as vital for improving and organization’s efficiency, safety, quality, and productivity.

The industrial automation megatrend continues to expand and evolve. And while factory automation is often top-of-mind, process automation — which uses a combination of software and technology to streamline and execute repetitive tasks — is just as vital for increasing an organization’s efficiency, safety, quality, and productivity.
We spoke to Matthew Glicksman, Head of Product Market Management – Process Automation at Festo North America, to learn more about process automation in the context of fluid media and enabling products, including ball valves, actuators, and pilot valves used to manage the flow, pressure, and temperature of fluids spanning liquids and gasses to slurries.
Hi Matthew. Please introduce yourself and tell us about your role at Festo.
I’ve been working with Festo for almost 14 years now. Starting off, I earned a degree in chemical engineering at the University of Florida. Go Gators! Then, I tried a couple different things, including grad school and working for a chemical plant company, before finding myself in Toronto and — given my background and interest in process automation — connecting with Festo.
Festo is best known for its pneumatic products but was looking for a product manager to take on a relatively new line of process automation products and educate the team. So, that’s where I started with Festo, in product management, but I did some engineering for a while, too. We have an engineering group that creates custom process automation solutions for our customers. I built assemblies and did engineering for customers for a few years before moving back to the U.S., where I bounced between New York, California, and Texas, eventually landing back in product management.
My current role is Head of Product Market Management for Process Automation – North America, and my responsibilities include developing and implementing sales strategies and serving as the product manager for both the U.S. and Canada.
Please also provide us with a brief introduction to Festo.
Festo is a service-oriented, solutions-centric automation company celebrating its 100th anniversary this year. We’re best known for our pneumatic automation solutions, including compressed air cylinders, air preparation, fittings, tubing — things like that. We also offer a wide variety of electric automation and process automation solutions. We’ve been growing those two product ranges for the last 20 to 25 years and expanding our solutions-centric approach to customers across many industries.
You joined us today to talk about fluid process automation. So, let’s dive in. What should people know?
Fluid process automation applications are essentially fluid control applications. The fluids can be liquids, gases, or even granulated solids — like sugar or flour — and they’re controlled by components and devices including valves, pumps, actuators, filters, and pipes.
The oil and gas and chemical industries are common examples of fluid process automation applications, but fluid process automation is essential to virtually every industry — ranging from residential HVAC to food, beverage, automotive, industrial, and semiconductor manufacturing. Your home A/C is technically a fluid process automation system, because when you lower the temperature on your thermostat, coolant is pumped through the system to cool the air and release the heat outdoors. Similarly, the welding robots widely deployed in the automotive manufacturing industry also leverage liquid cooling systems. Automotive manufacturers also use process manufacturing systems to test engines, a process that requires adding and then removing transmission fluid.

and Converting

Beverage






Process automation helps improve efficiency, safety, and productivity and reduce human error in these applications. The ability to automate and remotely control processes by controlling system components, like valves, protects operators from having to manually manipulate components in environments with challenges spanning space constraints to hazardous conditions. A chemical plant with a reactor that extends through three different levels will use process automation solutions to prevent operators from having to constantly run up and down the stairs to control valves and enable them to control multiple valves at once.
Automation always leads to better productivity and efficiency, which is basically what everyone strives for to reduce their bottom lines, reduce costs, and achieve the highest possible profits. Process automation is no different in that regard. That’s why it’s been around for decades.
Most recently, over the last five to 10 years, the process automation industry started adapting and leveraging Industry 4.0 solutions, like the Industrial Internet of Things (IIoT), popularized in factory automation applications, to deliver on these goals. Companies more familiar with factory automation technologies are widely represented among the early adopters. A lot of process automation companies — and especially those in the oil and gas, water, wastewater, and chemical industries — are still hesitant or resistant and are happy with what works.
Both process automation and factory automation systems utilize control architectures to safeguard and optimize industrial processes, whether that’s valves opening and closing to allow fluid through or a material handling system moving an item. They also need remote I/O to collect and transmit the data and PLCs and HMIs to operate the system. Limit switches for feedback are another critical component.
Once you focus in on fluid process automation, you’re talking about controlling the fluid medium that’s traveling through the pipelines. There are many different types of process valves out there, and how a customer chooses which one they want to use depends on the application and other parameters not specific to the medium, such as how much space the valve takes up and how much it costs.
Piloting valves tell actuators to open and close the process valve, and positioners enable proportional movement between open and closed, like 50% open, 20% open.
You also wanted to talk about valves. What role do these components play in fluid process automation systems?
I want to talk about two different types of valves. Process valves control flow by opening and closing. Piloting valves have a different functionality, and I’ll talk about both.
I’ll start with process valves because they’re the more complicated of the two as there are so many different types. Some of the most common ones are ball valves and butterfly valves. These are both quarter-turn valves that open and close with a 90° turn. There are also diaphragm valves. There are seat valves that move linearly, lifting off an orifice to allow media to come through, then coming back down to close. Think of a bathtub drain.
While these are all process valves, the way they’re automated can vary quite a bit. Ball valves and butterfly valves are very common, especially in manual applications like outside faucets. Just a quick quarter turn opens and closes. To automate them, you have a choice of pneumatic actuators or electric actuators. And diaphragm valves usually come with a solenoid coil.
Ultimately, the type of valve you pick is going to depend on individual application demands. But ball valves are one of the most prevalent types of process valves across all industries. Why? A baseline common ball valve is likely to be made of stainless steel with Teflon seals. These are resilient materials, and due to the sheer quantity of valves that are used and purchased across industries, there’s an economy of scale. These valves aren’t that expensive because so many are being made. They’re also very flexible in terms of use and solid in terms of pressure and temperature ratings and the media they can handle. So, it’s very common to see them, especially in applications with a line size of two inches or under.
Additionally, ball valves are very easy to automate. You just add an actuator and then basically add whatever you want onto that. For example, you can have a positioner that does the proportional control, you can have a limit switch that gives feedback, you can have the piloting valve attached to the actuator, or you can have it separate on a valve terminal that’s remotely piloting it.
Now, let’s dive into the piloting valve, a solenoid valve. In this case, you’ve got a ball valve with a pneumatic actuator on top of it to do the actual mechanical work. The pilot valve tells the actuator to rotate one way or the other. What’s different about them is that, while most process valves are designed to handle all types of media, ranging from vacuum to high-pressure, pilot valves are only designed to handle compressed air — and usually around 90psi.
Most process valves are also stainless steel. Brass is a cost-effective alternative but can’t cover as many applications. Piloting valves don’t transmit anything other than air, so they’re often made of anodized aluminum. But stainless steel valves can be used in applications exposed to high-pressure washdowns and chemicals, like food and beverage manufacturing. You tend to get consolidation around certain materials because, just like with ball valves, it becomes an economy of scale.
Seals are a little more flexible. They’re the parts that wear out and can often be swapped out pretty easily. Teflon tends to be pretty standard for durability, especially in ball valves. But butterfly valves have a wide range of seat materials, including EPDM. Piloting valves typically just use rubber seals of some sort since they only come into contact with compressed air.
What common challenges do people face when it comes to selecting and implementing ball valve assemblies and solenoid valves in fluid process automation systems? Do you have any advice for overcoming these challenges?
Ball valves are used a lot because they can cover a lot of applications, but they have one weakness compared to other process valves. They don’t have a very long lifetime. Your typical ball valve will give you 50,000 to 60,000 cycles. If you’re running steam, or anything that’s more abrasive to the seals, lifetime goes down further. A lot of applications don’t require such high cycles, though. Something that’s operated just 10 times a day completes less than 4,000 cycles in a year. Ball valves are great for these. But filling applications can run into trouble. For these, you’ll want a completely different type of valve rated for at least half a million to one million cycles. Space is another potential downfall. Ball valves themselves don’t take up much space, but automating them requires adding an actuator and other accessories, which can become bulky. There are plenty of other process valves well-suited for small spaces, though.
Solenoid valves, on the other hand, have virtually no challenges because they’re simply piloting valves. They do have one — it’s just well-known and easily accounted for. In pilot valves equipped with spring-return actuators, the spring-close actuation pushes the pistons and creates a vacuum within the spring chamber. So, the air has to come from somewhere. It typically comes from the air outside the actuator and valve, and if that happens to be a dirty or humid environment, you risk some of that getting into your actuator, getting on your seals, degrading the grease, and eventually causing the actuator to fail. Festo accounts for this in our designs by integrating a rebreather that recycles compressed air rather than exhausting it to the environment to keep the interior of the actuator clean and safe.
Please introduce us to Festo’s process automation portfolio.
There are a couple unique things we bring to the table. The biggest of which is that we’re a solutions-based company. Our process automation catalog includes the valves, the actuators, the limit switches, the positioners — everything you need. A lot of process automation vendors don’t manufacture products; they assemble parts from other manufacturers to sell complete solutions. Emerson is the most well-known supplier doing something similar to what we do, providing the whole solution. But Festo goes one step further with the control architecture due to our extensive experience on the factory automation side.
We entered the process automation game 20 to 25 years ago, so other companies have done it longer. But our factory automation experience combined with our total solutions approach provides a serious competitive edge. We’re still working on raising that awareness.
And while our ball valves and other “me too” components aren’t much different than someone else’s, our actuators are available with various features, including different types of environmental resistance (e.g., high-temperature, high-pressure washdowns, etc.) and different swivel angles, and are the focal point and foundation of our automated ball valve assemblies because that’s where you attach all your accessories, like your pilot valve, limit switch, or positioner if you’re doing proportional control.
Plus, when you work with a sole supplier like us, you can come to us when something goes wrong, instead of identifying and tracking down one of many component suppliers represented in your assembly. You can trust that we’ll take full responsibility and provide you with a timely solution. We can also modify and customize products as needed. Since we design and develop most of our components, we’re not limited to what our current catalog offers. This is another key aspect of our solutions-oriented approach.
Let’s dive into Festo’s VZBE ball valve assemblies.
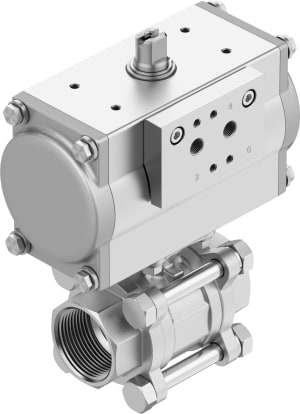
Our VZBE ball valve assemblies remove all the engineering for the customer. We offer standalone options as well. The difference between those and the assemblies is that the assemblies are pre-engineered solutions that come with the actuator already connected to the valve.
There’s typically some engineering required to automate a ball valve. You have to see how much torque the valve requires. You have to right-size the actuator to ensure it’ll move the valve you want it to move. And you must ensure the interfaces match up and that you have the correct adapters if there’s some discrepancy between the interfaces, like the stem size.
Our VZBE ball valve assemblies already do all that. So, customers simply have to pick a part number, select the size compatible with their pipe, and decide whether they want the actuator to be double acting or single acting.
These assemblies also minimize manual labor. As you can see in the picture here, there’s not much space between the mount pad and the valve. Manually combining a ball valve with an actuator requires you to get screws up through holes, where there’s not a lot of clearance, which can be annoying from a labor perspective. We stop at joining these two pieces together because it’s the most difficult part of the actuated assembly and the simplest solution we can provide. Once you start getting into accessories like limit switches and pilot valves, there are a lot more variants to choose from, and these typically all attach very easily with either two or four screws.
VZBE ball valve assemblies are NPT threaded, which is standard for us, and well-suited for a wide range process automation applications in various industries, including automotive, chemical, oil and gas, and semiconductor manufacturing — pretty much anything save for food and beverage or other sanitary applications due to the threaded connections. But we can serve those markets, too. We offer a comprehensive range of ball valves, including sanitary clamp and weld versions for the food and beverage industry and ANSI flange connection options for other industries.
Next let’s dive into Festo’s VSNC air solenoid valves.
Pilot-operated solenoid valves use system air pressure as a pilot to actuate the spool, and they come from the factory automation world. So, Festo has been making these pilot valves for much of our 100-year history. We just took that knowledge and adapted it for the process automation world to develop the VSNC air solenoid valves.
In process automation applications, we use NAMUR valves as pilot valves to control the actuator. These interfaces mount directly to the side of the actuator, establishing a safe, clean seal without any tubing, and feature our rebreather functionality to ensure that the actuator stays clean and dry. Beyond that, pilot valves like these have very simple functions.

Are there any success stories you’d like to share about Festo’s process automation solutions?
We worked with a machine builder that makes oil calibration machines for engines and serves every major automotive manufacturer, ultimately providing around 40 to 50 ball valve assemblies per machine. And while these assemblies reduce both engineering and manual labor requirements, a lot of our win had to do with cost in the end. We were able to get them the price they wanted, which isn’t always the case with Festo. We pride ourselves on high quality, so we’re not always the cheapest solution.
Optimize your workflow and fluid flow with Festo and RS
Festo is a trusted global manufacturer of process control and factory automation solutions dedicated to making tomorrow’s working world simpler, more productive, and more sustainable. The combination of its innovative, high-quality, and cost-effective electric automation and process automation products, its century of R&D expertise, and its massive global network enable customers around the world — and in virtually every industry — to build better products, streamline production, improve safety, and cut costs through innovation.
RS offers a comprehensive selection of Festo products, including a wide range of pneumatic and fluid control solutions, ranging from valves, such as VZBE ball valve assemblies and VSNC air solenoid valves, to pneumatic actuators and accessories, air prep and treatment, and fittings.
For more information about Festo and its extensive portfolio of innovative, high-quality process automation solutions, please visit the links embedded here and check out other RS Expert Advice content featuring Festo. For assistance identifying, procuring, deploying, and maintaining Festo process automation products, please contact your local RS representative at 1.866.433.5722 or reach out to the RS technical support team.






{kind=link}